2018日本筑波大學交流計畫
顆粒流的惡趣味:(一) 微觀傳遞機制
深冬巴黎的Long Stay(下)
歡迎系友投稿或提供意見 連絡方式: meoffice@ntu.edu.tw
點閱人數
根據統計,2017年台灣工具機年出口值達到33.5億美元,全球出口排名,升至第4名,台北國際工具機展每兩年舉辦一次,台灣的工具機展我之前參加過的數屆發覺少有業者能將創新的技術完整展示,聽聞日本工具機展JIMTOF與台灣的工具機展的規模與方式截然不同,想利用兩年一次難得的機會去看真正世界級的工具機展。
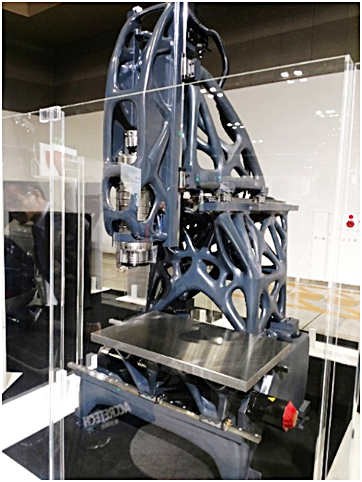
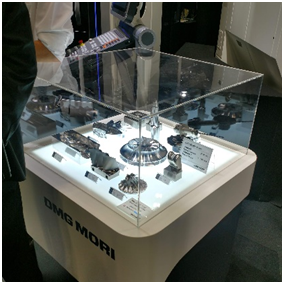
歷年最大的日本工具機展 日本的工具機展(JIMTOF)與美國芝加哥工具機展(IMTS)及歐洲工具機展(EMO)並列為世界三大工具機展之一,為亞洲區最大的工具機展,此工具機展每二年舉辦一次,是工具機產、學界的一大盛事。 日本的工具機展(JIMTOF)首屆在1962年開展,至今年已舉辦29屆。本屆參展的廠商共1085家,參展攤位共計5524個,展場面積 98,540平方公尺,其中來自台灣的企業計有83家,另有德國72家、大陸50家、瑞士42家、韓國15家、美國7家、義大利19家,參展人數超過15萬人,是歷年來最大規模的展出。 由於工廠實習的課程於週一、週二與週四,在不影響教學的情形下我只能在11月1日上午幫大一的的同學上工廠實習課程,課程結束之後才火速前往桃園機場搭機前往日本,飛機到日本已是晚上七點多,然後再搭乘外觀很炫麗的成田特快列車(N'EX)前往我們的下榻地點新宿。隔天一大早我們就一同搭電車前往JIMTOF2018會場,進場後我們選擇先看東展區,東展區主要是展覽大型的工具機為主,展場規模之大,是我先前所未曾想過的。 我們選擇先前往DMGMORI公司的所在地E8展區參觀,整個E8展館全被DMGMORI公司所包下,進入展區之後映入眼簾的是各式各樣最新穎的機器與最先進的製造技術,其中最吸引我目光的是一台結合金屬雷射積層製造技術與五軸加工技術的複合機,它是結合加法與減法兩種製程的特殊工具機,其粉末噴頭和銑刀頭可隨時互換,它可銑削複雜的幾何形狀,也可銑削非常特殊的位置,例如輕量化結構(如圖一)或是模具中特殊形狀的中空流道,它所製作的零件在完工後是不易再執行銑削的動作。 緊接著我們前往DMGMORI公司的東京總部,裡面也展示了各式新穎的加工中心機及許多精緻且特殊的成品。
當我們從DMGMORI公司的東京總部坐接駁車回主展場,時間已接近下午兩點半,回到主展場後我們繼續前往東3展區,目標是前往致力於開發世界上最高精度工具機的安田工業株式會社(YASDA)朝聖,來到現場參觀以鏟花方軌高精密度及高剛性聞名的機台,同時還有以linearmotor線性馬達取代傳統馬達搭配滾珠導螺桿驅動床台的新一代工具機,能改善在微小區段連續長時間加工,減少導螺桿因潤滑不足而磨損的情況,所以此新一代工具機所加工出來的工件具有更好的表面精度,而且更適合用在高精度的微細加工上。
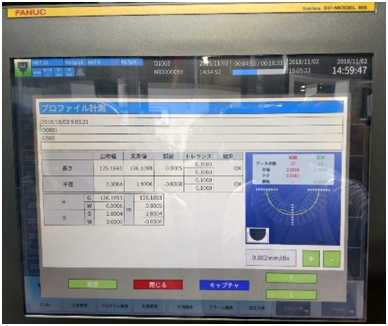
該機台搭配機上刀具量測系統,不像以往在量測刀具時通常都需將刀具取下,然後在機台外量測刀具的尺寸及輪廓,但該YASDA中心加工機則是以雷射來量測刀具在動態旋轉時的輪廓參數,此法可讓使用者能更便利地調整刀具的補正參數,以達到更高加工精度的要求。圖五為現場示範量測刀具輪廓的功能。 在參觀完YASDA的攤位之後就轉往其他工具機製造大廠參觀,同時也聽到當日參觀時間結束的送客廣播,我們只好返回住宿的地方休息,晚上蔡教授、杜師傅與我一同分享討論參展的心得與明天看展的計劃,因為展場實在太大了,如果要每個攤位都去參觀,可能一週的時間也看不完,只好選擇幾個重點去參觀。
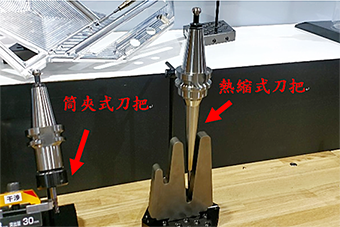
燒結式刀把吸引目光 由於本人專長於CNC銑床加工,隔天的目標是西區的刀具及周邊產品的展區,刀把在加工時扮演非常重要的角色,一般國內加工廠常用的刀把為筒夾式刀把,筒夾式刀把適合少量多樣精度約在±0.005mm以上的加工,若需要更高精度的加工就需要更精準的夾持方式。高精密度的工具機也需要有好的刀把配合加工,若刀把動態偏擺度不佳時會造成加工的徑向與軸向誤差值擴大,表面粗糙度也會同時劣化。
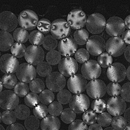
進入展區之後我馬上被燒結式刀把所吸引,因為熱縮式刀把的動平衡比我們目前常用的筒夾式刀把還要好,更適合高速加工,且刀具裝載的重複定位精度在0.002mm以內,夾緊力道較大且在使用過程中的抗干涉能力更佳,筒夾式刀把因前端需要有鎖緊裝置所以前段會比熱縮式刀把要粗大所以較易產生加工干涉之情形,如圖七所示。
現場展示的熱縮式刀把的定位精度是保證在令人震驚的1μm以內。在偏擺度較佳時轉動所產生的振動也會比較小,適合較高精度的微細加工及高表面粗造度加工。在微細鑽孔時刀具的精準度非常重要,如刀具偏擺度若過大會造成孔徑擴孔或是相對位置的偏差,如圖九所示在刀具夾持定位及動平衡精準時可提高表面粗糙度至Ra 7nm,如圖時所示甚至在高硬度合金材配合特殊切削刀具可加工至鏡面,如圖十一所示利用熱縮式刀把在170μm微細鑽孔時若刀具偏擺度過大時在間距200μm的情形下很容易造成30μm的孔避破損。
猶如大型智慧化機械工廠 JIMTOF展覽會中,日本JMTBA公司整合了多家會員企業,總共300台工具機,在會場現場進行IoT聯網的展示,整個展場有如同一個大型智慧化機械工廠,從E7館的中央監測區即可從大銀幕看到E1~E8館內300台機械的運轉情況,機械正常運轉、故障、停機等都可以在控制室裡進行監控。 日本的工具機大廠正在大力推動工業4.0的智慧製造計畫,其優勢是他們已完全掌握控制器和軟體,再加上已建立許多的加工案例,並擁有自身的BigData,需要引進的如Sensor、Robot等,IoT的建立則是各家皆有自己的know-how,很難在相同產業中建立共同的標準,要依照本身的製造需求,來建立各公司自己的IoT,以達到智慧製造的目標。 參觀完了JIMTOF2018工具機展後,讓我對於未來的工具機有了新的了解,它是創新及技術的展示,展覽會對於所有對工具機及加工產業有興趣的人,而不是只單純地針對潛在買家所舉辦的展覽。 參觀此展了解目前工具機最新技術的脈動,同時拓展自己對於工具機的相關零配件及刀具的知識,進而提升自己的加工知識與技術並回來與同學分享,感謝黃美嬌主任及蔡曜陽教授的鼓勵,給我這個學習機會,讓我能前去吸收新知並增廣見聞。
地址:台灣台北市106 羅斯福路四段1號工學院綜合大樓508室 電話:(02)3366-2744 傳真:(02)2363-1755 mail:meoffice@ntu.edu.tw
National Taiwan University Department of Mechanical Engineering